数控机床的误差分析与研究
 总结出误差补偿的方法。
总结出误差补偿的方法。
关键词:数控机床 误差分析 误差补偿
中图分类号:TG659 文献标识码:A 文章编号:1007-3973(2013)010-068-02
1 引言
自动化的迅猛发展和广泛应用在生产过程中进行精密加工,数控机床加工精度也在不断提升,并且伴随柔性制造系统(FMS)和柔性制造单元(FMC)的需求不断增加,提出了不同的加工误差在线监控及前期和实时的补偿技术。
精度是数控机床中的参数。总体而言,提高机床精度是两个基本的方法:防止误差和误差补偿方法。防止误差的方法显着的局限性,一般造成昂贵的经济成本,误差补偿方法降低制造设备及设施的成本,具有非常显着的经济效益,所以误差补偿在机械制造行业迅速发展。
2 数控机床误差分类
数控机床的误差是指的操作指令的实际作用,相比预计的结果差异的影响的程序。具体的含义是在机床实际运行中,机床工作台和刀具的运动,理想与实际情况的差异。建立数控机床误差产生的条件,并导致不同类型的分类方法的特定描述如下。
一般数控机床主要是机床身,立柱,主轴,以及各种直线导轨和旋转轴。所有这一切部件产生的误差最后都归结都数控机床实际加工的误差。误差来源可以被划分成:(1)几何误差机床组件;(2)运动误差;(3)热变形误差;(4)切削力;(5)机器重量和负载变形引起;(6)机械安装误差;(7)测试设备误差;(8)刀具磨损;(9)伺服控制误差和插补算法误差。
问题的根源可分为几何误差和运动误差,热误差,伺服误差和切削误差的四个类别。在数控机床误差的各种来源中热误差和几何误差是所占比例最多的,其中的整体误差的45%和20%,因此减少这两种误差较为重要,以提高机械加工的精度模式。
根据机器上的误差产生的条件是不同的,可分为:
(1)静态错误:是指在数控机床不进行切削时,检测存在的误差,其中包括机器的几何精度和定位精度的两个元素,也就是原来的精密机床和本身重力引起的误差。
(2)准静态误差:这是由于准静态的,并且索引超过一个给定的期间内基本上是恒定的,或在给定的情况下,变化缓慢。准静态误差对于加工的产品的误差影响占了很大比值。
(3)动态误差:指的实际切割机工件的加工条件下被实现的准确度,它是不仅准确性的原始制造商的数控机刀具相关的,如处理的记录的过程中,刀具和工件,本身的误差,但切削力时,速度和其他相关的。
(4)高频率误差:一个动态的误差,如引起的振动带来的相关误差。
再有就是根据数控机床误差性质的不同,可分为:
(1)位置误差:在机床工作台上或工具(机床坐标系中)位置相关的误差,这是一个函数的坐标系统的位置误差可表示为E = f{x,y,z,其他},类似的几何误差。
(2)非位置错误:与机床工作台或刀具位置(机床坐标)无关的误差。
3 数控机床误差补偿技术分析
以误差检测和分析为基础的误差补偿,以正确的方式使用或偏移误差校正,提高了加工精度。
根据误差的性质和分类,可以将误差补偿技术分为两类,系统误差和随机误差补偿。系统误差可以确定是某些因素导致,一个或多个因素存在函数关系导致的有规律的误差,所以测量系统误差补偿是通常的离线分析处理和补偿的方法;随机误差,在一定的不可控因素的随机误差引起的没有固定的规则,随机误差补偿测量通常是在实时补偿方法。
按照误差补偿技术的特点有如下几种分类方式:软件补偿和硬件补偿、非实时补偿和实时补偿、动态补偿与静态补偿。
数控软件补偿已经开发出一种新的误差补偿,这种补偿是用来执行补偿数控命令代码,或改变模式。数控机床可以加工的NC代码文件,通过实施微机实现的工具和零件之间的相对运动,因此,能够使用的数控机床的软件补偿技术。
硬件补偿是通过机械装置来改变辅助装置和工件之间的相对位置来实现误差补偿时,准备的硬件补偿系统和机械设备一般通用性是比较难以实现的。
实时误差补偿和非实时的区别是实时的性质和作用对象之间的主要区别。实时补偿,是一个测量误差补偿,即实时补偿系统误差和随机误差,但实际测量误差补偿的特殊性,通常只是一个系统误差补偿。实时补偿,可以显着地提高了设备的准确度,但实施的成本是高的,通常是在制造高精密数控设备的使用,而非实时补偿技术,提高能力有限精度的同时,成本低,系统误差补偿领域得到广泛应用。
动态和静态补偿是由于系统参数的过程设置基于一个变量来区分。动态反馈补偿方法,它可以处理的机器工作环境因素和空间位置或固定补偿从而实现动态参数补偿系统,不仅弥补系统误差,并补偿切割力误差和其他随机的热误差。
4 数控机床误差补偿方法研究
数控机床误差补偿方法是多种多样的,最广泛使用的是软件误差补偿。数控CAD建模误差补偿方法进行代码修正,数控补偿,基于NC的误差补偿方法和反馈校正方法的常用方法。
(1)建模CAD预补偿的方法。
数控机床工作时,通常是基于三维建模软件对于建模元件和参数设置,刀具路径设置,附加进程的数据设置,并最终生成NC程序。CAD建模预补偿是为了加工的零件建模过程,其基本思想机床的误差数据分析和处理,最终建立误差补偿模型,并再误差补偿给定接口导入建模过程中,从而达到加工精度提升的目的。
(2)数控代码修正补偿法。
加工误差的影响下,NC代码的一部分是存在一定误差的,为了消除加误差的影响可以被校正误差补偿NC代码。预测误差在NC代码,NC代码输入软件、补偿模式下得到调整刀具中心点的实际位置为中心,从而校正NC代码的理想选择。系统误差补偿了良好的效果,如几何误差的方法,但只有在给定的代码修正数控机床,加工参数,通用性差。
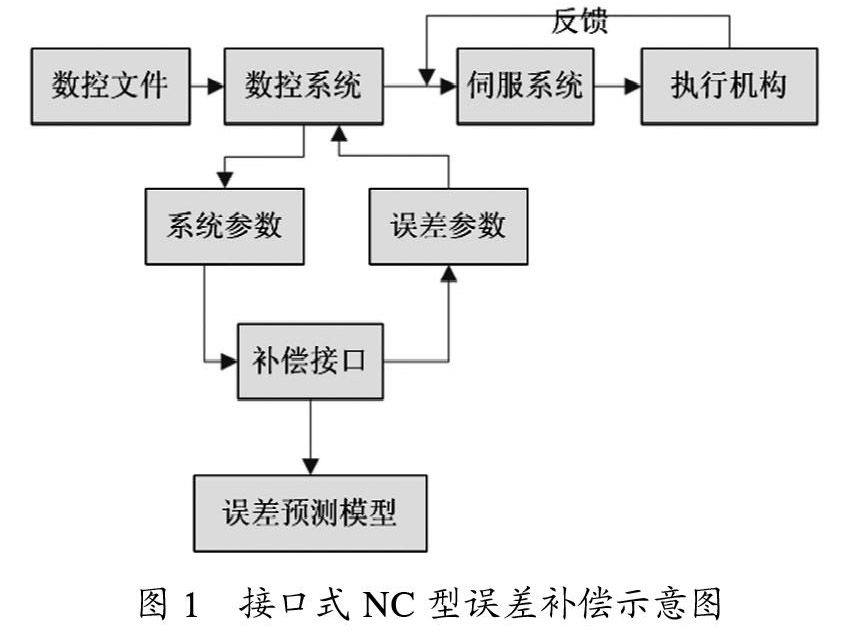
(3)NC型误差补偿法。
接口NC类型数控补偿系统是预测模型误差,数控插补过程,从而提高数控机床的加工精度。这种方法的原理如下:具体的误差补偿接口数控系统参数是当前的(机器的位置参数和刀具信息)进入设备故障预测模型后一个预测模型,计算出相应的误差值反馈从NC系统,数控系统加工误差值反映的实际处理,误差补偿。如图1所示。
(4)反馈修正法。
CNC控制方法通常是常用的传感器网格全封闭或半封闭的编码器反馈装置。反馈误差修正模型的计算量的增加错误反馈系统中的基本流程,逆向流和控制的情况和数字控制系统误差补偿。主体的作用,这种补偿方法的数控反馈系统中,需要实时反馈系统流,并且只能补偿的轴向方向上的每个传动误差,对于整体空间上的误差是很难达到补偿效果的。
5 结束语
现代制造业逐渐进入高效率,高精度方向,数控机床和其他设备的性能要求也在不断增加。误差补偿技术提高数控机床主要手段的准确性,这已经是当前迫切需要解决的问题了。
参考文献:
[1] 王维,杨建国,姚晓栋,等.数控机床几何误差与热误差综合建模及其实时补偿[J].机械工程学报,2012(07).
[2] 李永桥,谌永祥,王彭结.数控机床误差检测及其软件误差补偿技术研究[J].机械设计与制造,2010(11).
[3] 张娟,高锋阳,蒋兆远.基于激光干涉仪的数控机床几何误差辨识与补偿[J].兰州交通大学学报,2009(06).
[4] 沈金华,赵海涛,张宏韬,等.数控机床热补偿中温度变量的选择与建模[J].上海交通大学学报,2006(02).
栏目最新:
- 2023年小学教师政治学习心得体会(汇总16...2024-01-06
- 全国交通安全日宣传活动方案(优秀8篇)2024-01-06
- 最新农村自建房买卖合同协议书(模板8篇)...2024-01-06
- 2023年度农村集体协议书(实用8篇)(完整)2024-01-06
- 2023年小学教务处年度工作总结(19篇)【...2024-01-06
- 管理年度总结(大全12篇)2024-01-06
- 个人总结教师评职称(优质19篇)(2023年)2024-01-06
- 2023年度作业没写完检讨书(汇总16篇)【...2024-01-06
- 述责述廉报告完整版(模板9篇)(范文推荐)2024-01-06
- 2023年最新羊年拜年祝福语(优秀8篇)【完...2024-01-05